
(openPR) Getriebe, Turbinen oder Pumpen brauchen Lager, damit sie zuverlässig funktionieren. Ein Schlüsselprozess bei der Herstellung von Lagern ist die Beschichtung eines Metallkörpers mit einer Legierung, die den Lagern später Notlaufeigenschaften verleiht. Wärme sorgt für eine gute Verteilung und für das Anhaften der Legierung.
Ein exakt auf den Prozess maßgeschneiderter Infrarot-Ofen von Heraeus Noblelight hilft dem britischen Unternehmen Michell Bearings, die Produktion von Lagern für den Schiffbau wesentlich kontrollierter durchzuführen. Gleichzeitig sorgt das neue Infrarot-System für eine saubere und sichere Arbeitsumgebung.
Durch den Infrarot-Ofen wird Wärme genau dann aufgebracht, wenn sie nötig ist und zwar gezielt an der Oberfläche der Lager, das macht den Prozess besonders energieeffizient.
Michell Bearings besteht seit mehr als 80 Jahren in Newcastle upon Tyne in Großbritannien. Heute ist Michell Bearings ein Teil des Rolls Royce Marine Systems und der führende Entwickler und Hersteller von geschlossenen Lagern für Getriebe, Turbinen, Pumpen oder Ventilatoren im maritimen und industriellen Bereich.
Einige Lager von Michell Bearings werden mit einer Legierung aus Zinn, Kupfer und Antimon beschichtet. Diese Legierung hilft, die Reibung zu verringern und so ein Lager gleitfähiger zu machen. Es gibt verschiedene Methoden, diese Metalllegierung auf die Grundmetallform aufzubringen. In jedem Fall hilft Wärme, damit ein gutes Fließen und Anhaften der Legierung erreicht wird.
Konventionell wird beispielsweise die Grundform in ein heißes Zinnbad getaucht, oder aber eine nackte Gasflamme auf die Metallform gerichtet, beide Methoden bringen allerdings Metall zum Abdampfen, was für die Arbeitsumgebung nicht nur schmutzig und gefährlich, sondern vor allem ungesund ist.
Um diese Umweltprobleme zu vermeiden und auch um eine bessere Kontrolle über den Beschichtungsprozess zu erhalten, installierte Michell Bearings in Zusammenarbeit mit Heraeus Noblelight in der Anlage in Newcastle ein maßgeschneidertes Infrarot-System.
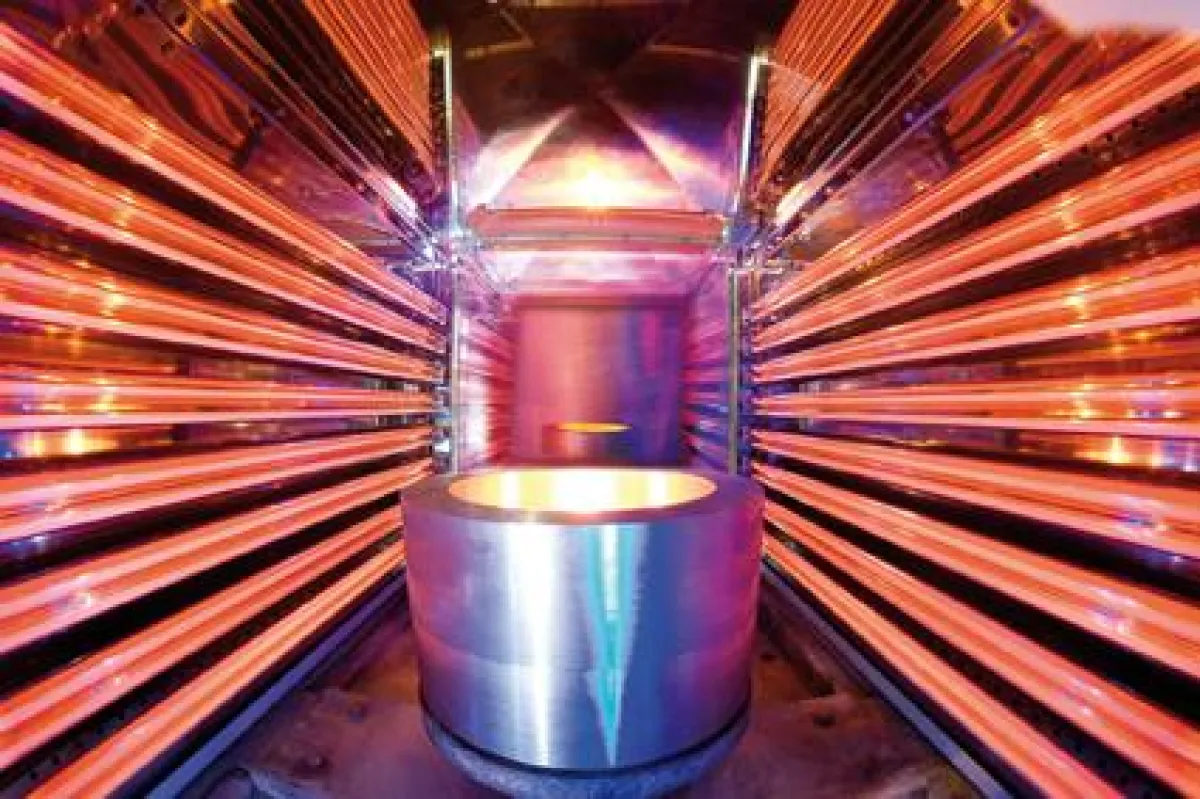
Das Modul hat eine Nennleistung von 32 kW, enthält 16 mittelwellige Infrarot-Strahler und wurde über einer bestehenden flachen Beschichtungsstation eingepasst.
In Betrieb wird ein kugelgestrahltes Lager aus Stahl auf ein Lagerbett geschoben. Das Infrarot-Modul wird mit Hilfe von Schienen manuell in Position gebracht und über dem Lager eingehakt bevor die Strahler angeschaltet werden. Über ein Infrarot-Thermometer wird die Temperatur der Metalloberfläche kontrolliert. Wenn diese 280 °C erreicht hat, werden die Strahler abgeschaltet und die Infrarot-Haube von dem heißen Lager weg bewegt. Danach wird ein Drehmechanismus aktiviert und in das Lager, das sich nun um sich selbst dreht, wird die Metalllegierung eingegossen. Durch die Zentrifugalkräfte verteilt sich die Legierung gleichmäßig über das ganze Lager. Das beschichtete Lager wird schließlich durch eine Besprühung mit einem Luft-Wassergemisch abgekühlt.
Diese Methode ist erheblich sauberer und weniger gefährlich als die konventionellen Beschichtungsmethoden für Metalllegierungen. Außerdem lässt sich die Infrarot-Erwärmung viel besser kontrollieren und das verbessert die Qualität der Lager. Nicht zuletzt wird durch das neue Infrarot-System Energie gespart. Das Infrarot-Modul muss nur dann angeschaltet werden, wenn die Wärme benötigt wird und die Strahlung kann genau auf die Oberfläche des Lagers gerichtet werden, das macht den ganzen Prozess sehr energieeffizient.











