
(openPR) Beladesystem von TBT ermöglicht mannlose Schichten
GLUMANN Maschinenbau in Chemnitz bearbeitet unter anderem lange Rotationsteile. Dabei spielt das Tieflochbohren eine wichtige Rolle. Um die steigenden Stückzahlen eines Kunden aus dem Maschinenbau aufzufangen, entschloss sich der Lohnfertiger, eine neue Maschine von TBT mit einem vollautomatischen Beladesystem auszurüsten. Der Tiefbohrspezialist aus Dettingen/Erms entwickelte die ideale Lösung.
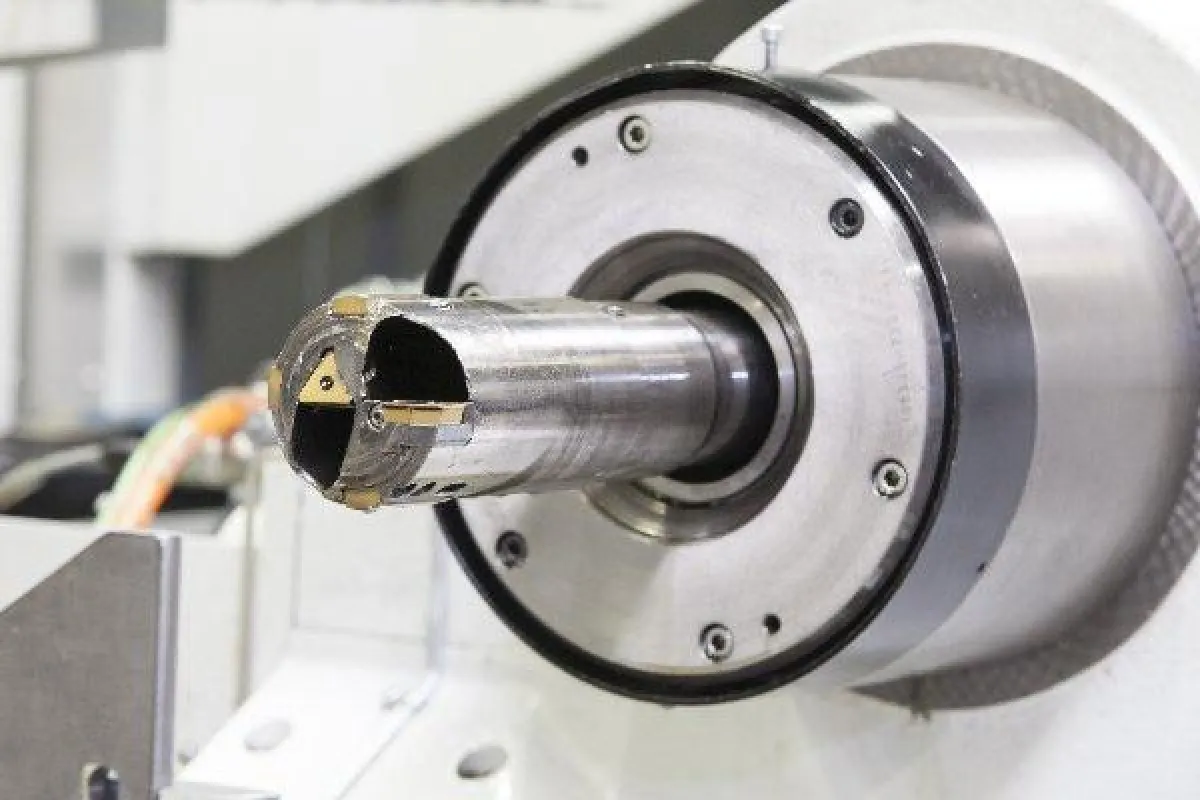
Wer als Lohnfertiger Komplettbearbeitungen von Rotationsteilen im Portfolio hat, für den ist auch das Tieflochbohren eine wichtige Technologie. Viele Wellen benötigen Erleichterungsbohrungen oder Schmiermittelversorgungen. Die GLUMANN Maschinenbau AG in Chemnitz hat daher sieben Tiefbohrmaschinen im Einsatz, darunter auch zwei von TBT in Dettingen/Erms für Bohrungstiefen bis 2000 mm. Auf der größeren Maschine, einer aktuellen ML500, werden vorwiegend Wellen eines langjährigen Auftraggebers aus dem Maschinenbau in verschiedenen Varianten bearbeitet. Die Bohrdurchmesser reichen bis 80 mm. Als Technologie kommt das BTA-Tiefbohren zum Einsatz. Bei diesem Verfahren wird das Schneidöl dem Werkzeug von außen zugeführt. Der mit Hartmetall-Schneidplatten bestückte Bohrkopf hat Öffnungen, durch welche Späne und Kühlschmiermittel durch die Bohrstange hindurch aus der Bohrung gelangen. Ein abgeschlossener Kreislauf. „Als die Stückzahlen auf dieser Maschine immer mehr zunahmen, mussten wir uns eine Lösung überlegen, um nicht in Terminschwierigkeiten zu geraten“, blickt Gerhard Glumann, Vorstand und Fertigungsleiter zurück. „Wir entschieden uns für ein vollautomatisches Beladesystem, um die Maschine nach Einstellung aller Bearbeitungsparameter mannlos betreiben zu können. Den Plan legten wir auch unserem Maschinenhersteller TBT vor, der uns daraufhin eine Lösung ausarbeitete.“
Systeme zu entwickeln, die den vollautomatischen Betrieb von Tiefbohrmaschinen erlauben, gehört zum Tagesgeschäft der Experten in Dettingen/Erms. Viele Lösungen sind im Standard verfügbar. In diesem Falle konzipierte TBT eine exakt auf die Bedürfnisse und die Gegebenheiten bei GLUMANN zugeschnittene Anlage.
Bauteile auf zwei Etagen
„Nach Sichtung der Raumverhältnisse beim Anwender kamen unsere Konstrukteure auf die Idee, die Bauteile platzsparend auf zwei Etagen abzulegen, Rohteile oben, Fertigteile unten. Jede Etage enthält ein Transportkettensystem, um die Teile zu- und abzuführen“, erklärt Wladislaus Kiefer, Sales Director bei TBT. Oben – das ist ungefähr Spindelhöhe der Maschine – ist Platz für ca. 20 Rohteile. Das ist in etwa die Menge, die gewöhnlich in einer Schicht abzuarbeiten ist. „Die Werkstücklänge ist mittels Gewindespindeln von 500 bis 2000 mm einstellbar, dadurch ist der Anwender variabel für die unterschiedlichsten Aufgaben“, so Kiefer weiter.
Oberhalb der Werkstück-Transportketten gleitet ein zweiarmiger Portalgreifer auf Schienen vor und zurück. Der Arbeitsablauf: der Greifer holt sich das Rohteil aus der oberen Etage, fährt bis zur Bohrspindel und legt das Werkstück zwischen Dreibackenfutter und Reitstock in einer selbst zentrierenden Lünette ab. Danach fährt er in Warteposition. Das Backenfutter schließt automatisch, der Bohrvorgang kann beginnen. Nach dem Bohren hebt der Greifer das Werkstück wieder aus seiner Bearbeitungsposition und übergibt es der unteren Etage. Ein wichtiges Detail: Auch der Greifer ist von TBT flexibel gestaltet worden. Er deckt den gesamten Durchmesserbereich ab, den GLUMANN für seine Kunden benötigt, 80 bis 140 mm, braucht also nicht umgebaut zu werden.
In die Steuerung integriert
Eines war dem Anwender „sehr wichtig“: Die Positionierung der Beladeanlage hinter der Maschine. Ein Unterschied zu vielen anderen Automatisierungslösungen in der Zerspanungstechnik. „Dadurch können wir beispielsweise auch Einzelstücke, bei denen wir auf einen vollautomatischen Betrieb verzichten, problemlos bearbeiten. Die ML500 ist demzufolge wie jede Standardmaschine auf der Bedienseite ohne Einschränkungen zugänglich“, betont Gerhard Glumann.
Das Beladesystem ist voll in die Maschinensteuerung integriert. Der Bediener gibt nur die Basisdaten wie Werkstücklänge, Bohr-Durchmesser und Bohrtiefe ein. Damit „kennt“ die Maschine das Werkstück und kann das NC-Programm abarbeiten. Aber es gibt noch weitere von TBT integrierte Features: Der zu erwartende Bohrweg des Werkzeugs lässt sich über zwei verschiedene Werkstückzähler, die unterschiedliche Reaktionen bei der Programmabarbeitung veranlassen, vorgeben. Dadurch stoppt die Maschine rechtzeitig für den Schneidenwechsel. Die ML500 verfügt außerdem über eine Vorschubkraft- und Kühlmittelüberwachung. Sollte der Werkzeugverschleiß früher ein bestimmtes Maß übersteigen oder sonst ein Problem auftreten, schaltet die Maschine ebenfalls automatisch ab.
Das Fazit des Vorstands und Fertigungsleiters: „Dank des vollautomatischen Betriebs, den das Beladesystem ermöglicht, können wir die gestiegenen Stückzahlen ohne weitere Aufstockung der Personal- oder Maschinenkapazitäten abdecken.“ Aber auch für TBT hat sich das Projekt gelohnt. Wie der Tiefbohrspezialist mitteilt, ist diese Art der Be- und Entladung inzwischen als Standardlösung verfügbar. Dank des flexiblen Grundkonzepts, lassen sich Werkstücklängen und Tragfähigkeit individuell auslegen. pressco.de
Zerspanen und Schweißen
Die GLUMANN Maschinenbau AG in Chemnitz ist ein Lohnbearbeiter mit Tradition. Wichtige Auftraggeber kommen aus dem Maschinen- und Anlagenbau, dem Werkzeug- und Formenbau, der Schienenfahrzeug-, Luftfahrt- oder der Druckmaschinenindustrie. Die Kernkompetenzen des 1956 gegründeten und 1994 zu Aktiengesellschaft firmierten Unternehmens sind das Drehen, Fräsen, Tieflochbohren und Schweißen. Es steht dafür auch die entsprechende 3D-Meßtechnik zur Verfügung.
Großteile gehören zum Tagesgeschäft. GLUMANN bearbeitet Drehteile bis 500 mm Durchmesser und 3500 mm Länge. Das größte Bearbeitungszentrum, ein Fahrständer-BAZ, erlaubt das Fräsen und Bohren von Werkstücken bis 6000 mm Länge. Für das Tief-lochbohren stehen allein sieben Maschinen zur Verfügung. Der maximale Bohrdurchmesser beträgt 225 mm, die maximale Bohrtiefe 4000 mm. Das Schweiß-Know-how umfasst das E-Schweißen wie auch Schutzgasverfahren (MAG, MIG, WIG).
 „Made in Germany“ auf den Markt")








