
(openPR) Ein Bauteil ist noch nicht fertig, wenn es aus der Werkzeugmaschine kommt. Scharfe Grate oder rauhe Oberflächen verlangen noch weitere Bearbeitungen. Fast immer sind dafür Sonderlösungen notwendig. Die Entwickler der KADIA Produktion GmbH & Co., Nürtingen, haben es seit vielen Jahren mit Spezialprojekten dieser Art zu tun, ihr Know-how basiert nicht zuletzt auf einer engen Verbindung von Maschinenbau und Verfahrenstechnik.
Von den Arbeitsschritten nach der Zerspanung eines Werkstücks im Bearbeitungszentrum ist selten die Rede. Häufig herrscht die Ansicht vor, moderne Werkzeuge und Technologien machen etwa das Entgraten überflüssig. Doch dem ist nicht immer so. Um den steigenden Anforderungen an die Qualität Genüge zu leisten, ist ein „letzter Schliff“ in den meisten Fällen die Regel. Der Ausdruck „Finishen“ ist in diesem Zusammenhang der treffendste. Treffender als „Entgraten“, denn es geht mittlerweile um mehr als nur um das Entschärfen von Kanten. „Wir sagen Finishen und meinen damit sämtliche Arbeiten, die zwischen der Zerspanung und dem Waschen eines Bauteils angesiedelt sind, das können klassische Ent-gratprozesse, definierte Kantenverrundungen oder auch Oberflächenveredelungen sein“, erklärt Dominik Landhäußer, Vertriebsmanager bei der KADIA Produktion GmbH & Co., Spezialist für das Honen und Entgraten resp. Finishen. Um die Begriffe klar zu trennen: Finishen meint hier nicht dasselbe wie die Feinbearbeitung Superfinishen, die neben hohen Oberflächenqualitäten auch exakte Geometrien zum Ziel hat. Dafür sind die vorausgehenden Bearbeitungen wie Drehen, Feinbohren, Schleifen usw. zuständig.
Bei hoch beanspruchten und präzisen Bauteilen, beispielsweise für Motoren- und Fahrwerkskomponenten, entscheidet der Zustand der Kanten und Oberflächen über die Funktionstüchtigkeit mit. Aus diesem Grunde kann man die Bedeutung der Finishprozesse nicht hoch genug ansetzen. Auch kommt es auf eine maximale Prozesssicherheit an, denn der Großteil der Wertschöpfung ist bereits erfolgt, in den Bauteilen steckt eine Menge Kapital. Sollte das Finishen nicht optimal „funktionieren“, wäre das fatal. Daher verlangen Finishprozesse auch viel Entwicklungsarbeit. „Unsere Maschinen, Vorrichtungen und Werkzeuge sind so gut wie immer Sonderanfertigungen und auf ein Bauteil zugeschnitten“, sagt Landhäußer, „bevor wir die Freigabe für einen Prozess erhalten, machen wir viele Tests. Mitunter basiert dann die Lösung auf Mitteln und Verfahren, die auf Außenstehende exotisch wirken.“
Naturfasern mit dem gewissen Etwas
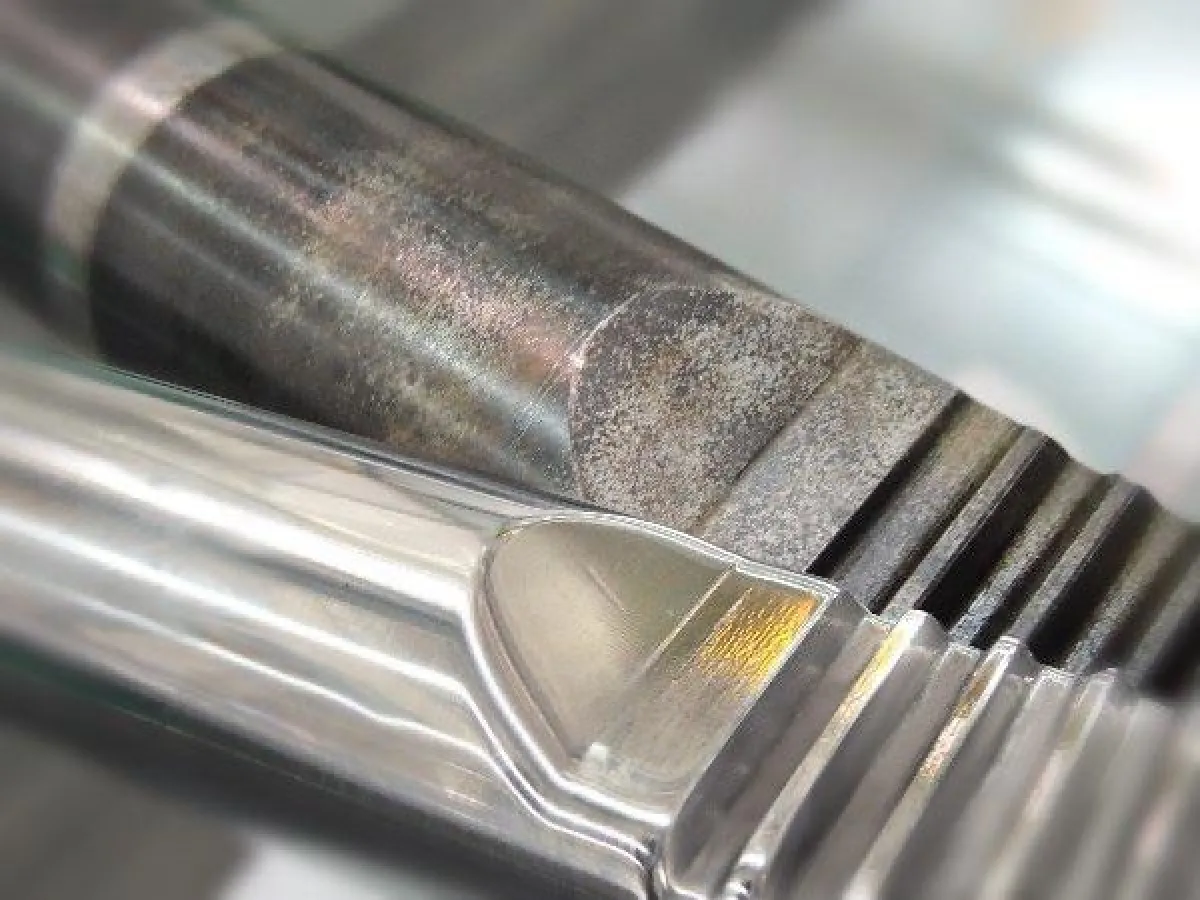
Eine solche exotische Finish-Lösung entwickelte KADIA für eine E-Lenkungs-Zahnstange mit integrierter Kugelrollspindel. Die kritischen Details des Bauteils sind eine geräumte Verzahnung und die gedrehte Laufbahn für die Kugeln. Räumwerkzeuge hinterlassen immer starke Grate, so auch hier. Nach der Wärmebehandlung bleibt außerdem eine Zunderschicht zurück. Der Auftraggeber wünschte beides zu entfernen. Aus Gründen der Geräuschentwicklung stand ein Rz-Wert <= 1µm für die Oberfläche der Kugellaufrillen im Pflichtenheft. Normalerweise würde man für so eine Aufgabe eine 3-Maschinen-Lösung für die Arbeiten Entgraten, Entzundern und Oberflächenbehandlung ins Auge fassen. Die gewindeartige Kugellaufbahn würde man beispielsweise mit Pendelsteinen abfahren.
Immer mit einem Bein in der Verfahrenstechnik kreierten die Nürtinger Maschinenbauer jedoch eine ganz andere Lösung: eine Maschine für alles, und zwar mit Rundtisch. Ein deutlicher Platzgewinn, vor allem aber ein großer Zeitgewinn, da viele Nebenzeiten eingespart werden. Vor allem auch, weil sich das Entzundern und die Oberflächenoptimierung in einen Prozess integrieren ließen.
Im Detail: Die Entfernung der Räumgrate erfolgt mit einer kunststoffgebundenen Stahldrahtbürste in der ersten Station der Maschine. Eine noch übliche Methode. Aber beim Entzundern und Oberflächen-Finishen wird es endlich „exotisch“. Hierfür sind insgesamt drei Naturfaserbürsten zuständig. Die Fasern werden aus mexikanischen Hochland-Agaven gewonnen. „Wir haben viele Bürstenmaterialien getestet, auch künstliche oder gezüchtete Fasern. Die Naturfasern Agaven bieten aber die mit Abstand beste Standzeit und Effektivität“, erklärt der Vertriebsmanager. Wichtig für einen funktionierenden Prozess ist noch eine spezielle Paste, mit der die Bürsten besprüht werden. Paste und Fasern müssen harmonieren, sonst bleibt der Erfolg aus. Nur die Naturfasern erwiesen sich als ausreichend hart und rauh, um die Paste festzuhalten.
Das Ergebnis kann sich sehen lassen: Mit Rz 0,5 bis 0,8 µm liegt die Oberflächenqualität über der Forderung von 1µm. Die Finishmaschine erzielt eine Taktzeit von gerade einmal 20 Sekunden. Die Bürsten fahren ans Werkstück, halten kurz Kontakt, fertig. Mit einer 3-Maschinen-Lösung wäre das nie möglich gewesen.
Die Bürsten sind mit 150 kg bei einem Durchmesser von 500 mm recht schwere Werkzeuge. Die Standzeit liegt bei etwa einer Woche. Um den Tausch so einfach wie möglich zu gestalten, achteten die Konstrukteure auf eine gute Zugänglichkeit. Das Rundtischprinzip kommt dem entgegen. Dominik Landhäußer: „Wir haben zwei Jahre entwickelt, bis wir soweit waren. Die Lösung ist nun fit für große Stückzahlen, sie ist ein absolutes Novum in der Automobilbranche.“ Der Vertriebsmanager kann sich gut vorstellen, dass sich die ursprünglich als Sonderlösung konzipierte Bürstenmaschine am Markt etabliert, eventuell auch für andere Werkstücke. Die hohe Qualität und die enorm kurzen Taktzeiten seien ganz starke Argumente.
Roboter als Werkzeugmaschine
Wie unterschiedlich die Aufgabenstellung für die Finish-Experten sein kann, zeigt ein anderes Entwicklungsprojekt aus dem Bereich der Kantenbearbeitung. Großzahnräder mit Modul 10 aufwärts, beispielsweise für Windkraftanlagen, werden auch heute noch überwiegend von Hand entgratet. „Entgratet“ meint hier mit einer bis zu 5mm breiten Fase versehen. Die Bearbeitung von Hand ist ein großer Zeitaufwand, das Ergebnis undefiniert. Es kommt schnell vor, dass ein Handwerkzeug abrutscht, eine zu starke Fase oder Riefen hinterlässt. In solchen Fällen kann es zu erhöhten Flächenbelastungen kommen, schließlich zum Zahnfraß, der eine verkürzte Lebensdauer zur Folge hat. Da die Betreiber von Windkraftanlagen möglichst lange Wartungsintervalle anstreben, zumal bei Windparks auf dem Meer, sind sie bestrebt, den Verschleiß zu minimieren. Genau definierte Werkstückkanten sind daher wichtig. Ein Vorteil auch für die Konstrukteure: von präzise ausgeführten Werkstückkanten ausgehend, lassen sich die Belastungen genauer berechnen. Sicherheitszuschläge können reduziert, die Werkstücke unter Umständen leichter gebaut werden.
Die Kanten kleiner Zahnräder, auch weiche Werkstoffe, lassen sich noch auf dem Bearbeitungszentrum bearbeiten. Hierfür gibt es federnde Fräser. Die Stahlriesen mit teilweise mehreren Metern Durchmesser verlangen hingegen eine andere Methode, denn die Spanmengen sind größer, und als Werkzeuge kommen nur Vollhartmetall-Schaftfräser in Betracht.
Mit einer zehnjährigen Roboter-Erfahrung im Rücken wissen die Spezialisten bei KADIA über die Stärken dieser Hightech-Aggregate. Ein Roboterarm ist flexibler als ein Bearbeitungszentrum und damit wie geschaffen für die Zahnradbearbeitung mit ihren Evolventenkonturen. Doch eine Roboter-Integration ist kein Plug-and-Play-Projekt. Den Arm mit einer Werkzeugspindel zu versehen ist noch das kleinere Problem. Die Mathematik, die für die richtigen Bewegungen sorgt, ist die größere Aufgabe.
Kurzum: Die Roboter-Programmierung für den genannten Zweck war technologisches Neuland. So mancher Rechner lief heiß. Dominik Landhäußer: „Wir haben erstmals die Frästechnologie mit Vollhartmetall-Schaftfräsern auf den Roboter übertragen. Das Ergebnis ist eine mathematisch korrekte Roboterbahn. Damit sind wir in der Lage, eine definierte Kan-tengestaltung in Stahl vorzunehmen, also auch eine gleichmäßige, bis auf 0.2mm genaue 5mm-Fase. Die Zahnradkonstrukteure können nun mit definierten Werten rechnen.“ Das habe bislang noch niemand so realisiert. Sind die Stückzahlen vorhanden, stehe jetzt eine neue Technologie für Großzahnräder zur Verfügung – eine viel schnellere und präzisiere Methode als die herkömmliche Handbearbeitung. www.kadia.de / pressco.de
 „Made in Germany“ auf den Markt")










