
(openPR) Die PRIMACON Maschinenbau GmbH mit Sitz in Peißenberg wurde 1995 gegründet. Ein eingespieltes Team von Ingenieuren, Technikern und Meistern mit Erfahrung im Präzisionsmaschinenbau und der Mikrotechnik war die Grundlage für einen sehr erfolgreichen Start. Das Firmenziel ist die Entwicklung, Produktion und Vertrieb von kundenorientierten Lösungen im Bereich NC-gesteuerter Fräsmaschinen und Bearbeitungszentren. Ein leistungsfähiges Entwicklungsteam steht für technisch und wirtschaftlich ausgereifte Lösungen von Serienmaschinen für vielseitige Anwendungen. Kundenspezifische Anpassungen optimieren die PFM Hochpräzisions-Fräsmaschinen für spezielle Anwendungen. Die Kernkompetenz der PRIMACON liegt in der Entwicklung, Produktion und Technologie von Fräsanlagen für das Teilespektrum MIKRO bis MIDI von mittlerer bis sehr hoher Komplexität und sehr hohen Genauigkeitsansprüchen. Für die Branche Werkzeug- und Formenbau, Uhren- und Schmuckindustrie sowie die Medizin- und Dentaltechnik entwickeln die PRIMACON-Ingenieure Lösungen, die höchste Anforderungen erfüllen.
Das µ -Team für die Formel 1
Zur Aufbereitung und Dosierung des Kraftstoff-Luft-Gemischs benötigen Hochleistungsmotoren wie in der Formel 1 kleinste und zugleich minimal tolerierte Durchflusskanäle. An die Fertigungstechnik und die Be-arbeitungsstrategie stellen diese Konturen allerhöchste Ansprüche. Wie die damit verbundenen Probleme zu lösen sind, zeigt die erfolgreiche Zusammenarbeit eines Teams spezialisierter Unternehmen.
Von Jahr zu Jahr steigt das Leistungsvermögen moderner Formel1 Motoren bei gleichzeitig optimierten Verbrauchswerten und höherer Standfestigkeit. Erreicht wird dies einerseits durch den Einsatz moderner Elektronik andererseits durch die Verwendung von hochpräzisen, Miniaturmechanik-Komponenten.
Volles Rohr mit kleinen Teilen
Erst durch den Einsatz einer hochpräzisen Mechanik können die von der Steuerelektronik berechneten Parameter der Gemischaufbereitung optimal umgesetzt und damit auch die maximale Leistung auf den Asphalt gebracht werden. Die oberste Priorität gilt natürlich gerade hier dem Thema Größen- und Gewichtsreduzierung zur weiteren Verbesserung des Leistungsgewichtes. Ein kleines deswegen aber nicht weniger wichtiges Teil bei der Gemischaufbereitung ist die Steuerhülse der Kraftstoffdosierung. Ist die Steuerhülse mit ihren Außenmaßen von 30mm x 70mm schon kein sonderlich großes Bauteil, so sind die darin eingebrachten Durchflusskanäle und Steuerkurven nur noch mit der Lupe bzw. unter dem Mikroskop deutlich zu erkennen. Sorgen doch verschiedenst profilierte Durchbrüche mit einer Fläche von je nur 0,11mm² für die exakte Dosierung des Kraftstoffes in den unterschiedlichen Drehzahlbereichen.
Höhere Leistung durch Miniaturisierung
Bei einer Durchbruchgröße von nur 0,12 x 1,25 mm mit spitzen Konturwinkeln, dazu scharfe Innenecken durch eine Wandstärke von 3,5mm einzubringen stellte den Hersteller dieser Steuerhülsen vor eine nicht alltägliche und ebenso schwer zu lösende Aufgabe. Dass bei diesen geringen Abmessungen die Toleranzen entsprechend eng gehalten werden müssen ist verständlich, und Toleranzen am fertigen Werkstück von unter +/- 2,5µ die logische Folge dieser Miniaturisierung. Bevor also an die Herstellung dieser Hülsen gegangen werden konnte, musste der Fertigungsablauf und die Fertigungsmethoden genauestens geplant und auf ihre Eignung geprüft werden. Da die Herstellung dieser Miniaturdurchbrüche aufgrund ihrer Scharfkantigkeit und Lage in der Hülse nicht durch Drahterosion durchgeführt werden kann, schied dieses ansonsten sehr prozesssichere Verfahren bereits zu Anfang aus. Blieben noch die Verfahren Laserschneiden und Senkerodieren. Das Laserschneiden fiel auch sehr bald aus der Auswahlliste, da schon leichte Konizität und Abbrandreste auf der Innenseite der Hülse zu Probleme beim Probelauf führten. Blieb somit die Senkerosion die entsprechende Alternative zur Herstellung dieser Kanäle. So kam eine entsprechende Anfrage über die Herstellung derartiger Kanäle auf dem Schreibtisch der Fa. Jakob Lamberz Funkenerosion zu liegen. Keine einfache Aufgabenstellung, aber aufgrund seiner großen Erfahrung im Bereich der Senkerosion war eines schon mal klar: Das Erodieren solcher kleinen Konturen ist eine Aufgabe für die Spezialisten von AGIE in Schorndorf.
Exzellentes Servoverhalten
Am besten auf einer AGIETRON Compact1 Micro, einer Maschine mit den idealen Eigenschaften für diese Zwecke. Durch ihr hervorragendes Servoverhalten und den nahezu unbegrenzten Möglichkeiten der Steuerung alle Technologiedaten exakt zu regulieren hat sich dieser Maschinentyp in den letzten Jahren überall dort etabliert, wo es darum geht kleinste Bohrungen und hochgenaue Miniaturformen zu erodieren. Diese Erodiermaschine findet daher Einsatz in nahezu allen namhaften Instituten deren Schwerpunkt im Bereich Mikroformenbau bzw. Mikromechanik liegt.
Auch bei der Wahl des Elektrodenwerkstoffes war wegen der notwendigen minimalen Korngröße und der hohen Festigkeit sehr schnell die Entscheidung gefallen: Feinstkorngraphit EDM – AF5
Doch wie sollten die Elektroden hergestellt werden? Wunschtraum wäre ein 50mm langer Profilstab, der immer nur um den verschlissenen Teil gekürzt werden müsste. Realistisch betrachtet war jedoch eine Länge des Profilstabes von mindestens 8mm die Mindestanforderung, um dem notwendigen Überlauf für das Erodieren sicherzustellen und gleichzeitig eine Maximal-anforderung an die Frästechnik. Diese Mindestnutzlänge von 8mm bei einer Grundfläche von nur 1,25 x 0,12, also ein Verhältnis Länge zu Breite am stabilsten Punkt der Schmalseite von 66 : 1 stellte nun doch die eigentliche Schwierigkeit dar. Da dieses Verhältnis an den spitzen Außenkanten noch extrem anstieg sanken die Hoffnungen, eine Fertigungsmethode für die Elektroden zu finden.
Umfassendes Pflichtenheft der Fräsmaschine
Hier war kein Bearbeitungszentrum mit großen Verfahrwegen Mehrfachpaletten und immensem Zeitspanvolumen gefordert. Eine „übersichtliche“ Maschine, in der diese Miniaturelektrode überhaupt noch als Werkstück erkennbar ist, eine Fräsmaschinen mit vibrationsfreiem Lauf, hoch-drehender Frässpindel und exaktem Positionierverhalten auch bei hohen Vorschüben, das war hier gefordert. Doch neben den maschinellen Vorraussetzungen musste auch eine entsprechende Erfahrung in der Herstellung derartig filigraner Elektroden vorliegen. Lambertz hatte auf einer Messe einmal eine derartige „Mini-Fräse“ gesehen und auch einer seiner Kunden hatte eine derartige Fräsmaschine im Einsatz. Nach kurzem Nachfragen war der Name wieder in Erinnerung – PRIMACON. PRIMACON GmbH in Peißenberg, die sich auf den Bau solcher hochpräziser Fräsmaschinen spezialisiert hat. Da der Verkauf der von PRIMACON gefertigten Hochpräzisionsfräsmaschinen fast ausschließlich durch die praktische Umsetzung Kundenspezifischer Anforderungen erfolgt, werden in der dortigen Anwendungstechnik überwiegend kleine und kleinste Werkstücke aus den verschiedensten zerspanbaren Materialien gefertigt.
Hochpräzision als reizvolle Aufgabe
Doch diese hier gestellte An-forderungen waren auch bei der PRIMACON Maschinenbau GmbH außerhalb der „routinemäßigen“ Mikrozerspanung - Grund genug sich dieser Herausforderung zu stellen und das „Unmögliche“ zu versuchen. So übernahm PRIMACON die Herstellung der Elektroden und reihte sich in das durch Lambertz koordinierte „ µ-Team “ von spezialisierten Firmen ein.
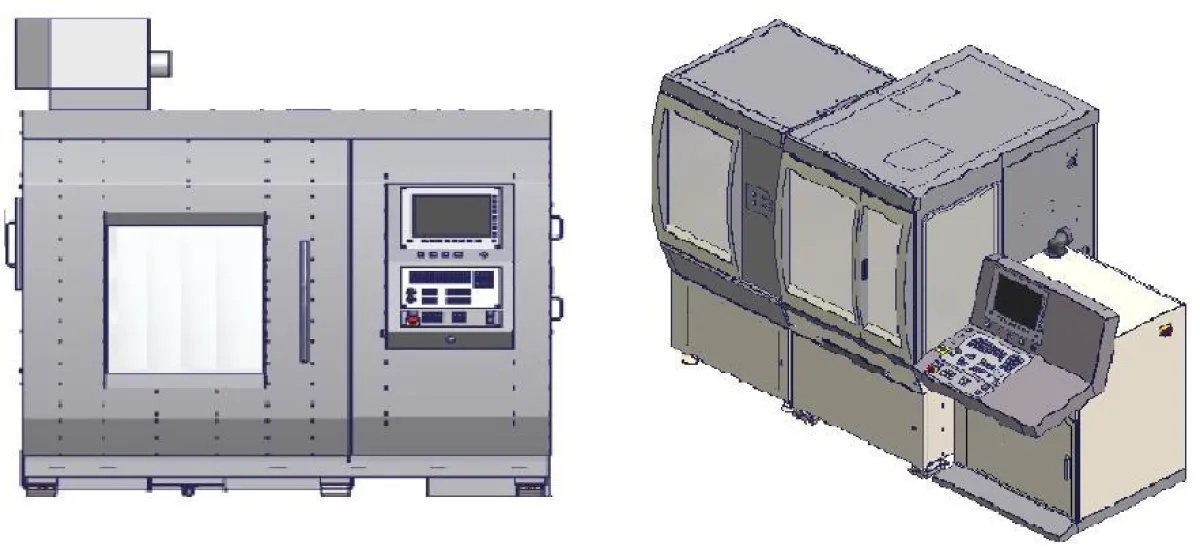
Hatte sich bereits die Präzisions-fräsmaschine PFM24 bei Herstellern von hochpräzisen Teilen und Instituten wie dem Hahn Schickard Institut in Stuttgart etabliert, stand inzwischen mit dem Prototyp der PFM24 (Bild1) eine noch weiter für die Mikrozerspanung optimierte Fräsmaschine zur Verfügung.
Ausgerüstet mit einer maximalen Arbeitsspindeldrehzahl von 40.000 U/min, einem vollautomatischen Werkzeugwechsler mit Werkzeugorientierung, einem Laser-Werkzeugmeßsystem zur berührungslosen Ermittlung der Werkzeugkorrektur, einem kabellosen 3D-Tastsystem zur automatisierten Kontrolle der Nullpunkte und - last, but not least - einer schnellen Steuerung iTNC 530 mit einem Regelinkrement von 0,1µ und einer Meßsystemauflösung von 0,02µ war mit dieser Maschinen-konfiguration die geeignete Vorraussetzung zur Bearbeitung der Elektroden geschaffen worden.
Doch trotz dieser optimalen Vorrausetzungen und der großen Erfahrung im Bereich der Mikrofrästechnik blieben auch der PRIMACON anfängliche Rückschläge bei der erste Versuchsreihe zur Herstellung dieser Profilelektroden nicht erspart. Der Versuch die scharfkantigen Innenecken einiger Profile mit einem Formwerkzeug herzustellen scheiterte, da durch die Einberechnung des Funkenspaltes der verbleibende Materialsteg auf nur 0,03mm zusammengeschrumpft war. Dieser schmale Steg war nicht mehr in der Lage die Druckkräfte durch die Freifläche des Werkzeuges aufzunehmen und die Elektrode wurde gespaltet. Hingegen waren die einfacheren Konturen mit Außenecken, trotz des ungünstigen Verhältnisses von Höhe zu Breite nahezu problemlos durch das Fräsen in Z-Ebenen realisierbar. So blieb nur noch eine gewagte Alternative – Die komplexen Konturen in mehrere einfache (aber dafür kleinere) Konturen zerlegen (Bild 2), welche nur noch Außenecken haben und diese einzelnen Konturen von oben in Ebenen fräsen.
Bereits ein minimales Überschwingen der Achssysteme beim Positionieren oder geringste Vibrationen hätte ein Brechen der Elektrode zur Folge. Hier erwies es sich als unverzichtbar, dass durch die sehr feine Auflösung und das schnelle Regelverhalten der iTNC 530 der Schleppfehler bei Bearbeitungsvorschub unter 0,5µ gehalten werden konnte. Ein ebenso großer Stör- und Einflussfaktor ist bei dieser Fertigungsmethode der Rundlauf der Werkzeuge in der Spindel bzw. Werkzeugaufnahme. Schon minimale Rundlauffehler wirken sich bei derart feinen Werkstücken sehr negativ aus, da der Verschleiß der Werkzeug nur mehr auf eine Schneide wirkt. Diese Schneide verschleißt durch die höhere Beanspruchung entsprechend früh und übt dann einen zu hohen Druck auf das zerbrechliche Werkstück aus.
Aller guten Dinge sind drei - TRIBOS
Um den Fehler-Faktor Rundlauffehler und Unwucht nahezu ausschließen zu können entschloss man sich bei PRIMACON für die Werkzeugspannung das Spannsystem Tribos der Fa. Schunk (Bild3) einzusetzen. Dieses Spannsystem wird bei Primacon Maschinenbau GmbH in Verbindung mit dem Werkzeugkegel HSK 32 F eingesetzt. Es bietet im Vergleich zu Spannzangen neben der erheblich bessere Rundlaufgüte auch erheblich höhere Haltekräfte. Sogar Schrumpfaufnahmen ist dieses Spannsystem absolut ebenbürtig, vom Gesichtspunkt des Handlings aus sogar überlegen. Muss doch weder eine Aufwärmzeit, noch eine Abkühlphase eingehalten werden was nicht nur ein Zeitvorteil ist, sondern auch die Verletzungsgefahr mindert. (Wer hat noch nie ein Werkzeug zu früh aus der Abkühlzone entnommen?) Da mit dem Tribos Spannsystem auch Werkzeuge mit Zylinderschäfte bis hinunter zu Ø 0,3mm gespannt werden können ist dieses Spannsystem gerade für die Mikrozerspanung bestens geeignet und hat große Chancen sich dort zu etablieren.
ITNC 530 immer noch ein WOP’er
Die Programmierung der nun entsprechend vereinfachten Konturen erfolgte direkt an der Steuerung, einer Heidenhain iTNC 530. Trotz oder gerade wegen all ihrer Neuerungen und Verbesserungen ist diese Steuerung voll „Werkstatt orientiert“. Durch die dialoggeführte Programmierung wurden die Programme über Parameter variabel gestaltet. Auf diese Art wurden alle für die Optimierung des Zerspanungsprozesses relevanten Werte definiert, um möglichst schnell und effizient die optimalen Bearbeitungsparameter für diese empfindlichen Werkstücke ermitteln zu können. So konnten die Zustelltiefe, Fertigtiefe, Drehzahl und Vorschub, sowie radiale Überdeckung unkompliziert verändert werden um den Schnittdruck in Versuchsreihen so anzupassen, dass trotz möglichst hoher Vorschübe das Werkstück nicht abbrach.
Unbeschichtetes Werkzeug erhält den Vortritt
Beim Werkzeug entschloss man sich trotz der bereits guten Erfahrungen mit Diamantbeschichteten Werkzeugen zum Einsatz unbeschichteter Feinstkorn Hartmetall Fräswerkzeuge. Zu klein war der Querschnitt der Elektroden, als dass eine Erhöhung des Schnittdruckes durch eine, wenn auch nur geringe, Schneidkantenverrundung einer Beschichtung in Kauf genommen werden konnte. Die Schaftfräser wurden zudem im oberen Teil der Schneiden freigeschliffen, um ein fangen der Elektrode im rotierenden Werkzeug zu verhindern. Nachdem all diese Vorbereitungen getroffen und die Elektrodenrohlinge in ein Referenzsystem eingespannt waren konnte es jetzt richtig los gehen. Die Elektroden wurden nun also in den benötigten Stückzahlen gefräst. Hier bewährte sich der Einsatz der berührungslosen Werkzeugbruch- und verschleißkontrolle. So konnte der Verschleiß der Fräser erkannt, kompensiert, und bei Erreichen der Verschleißgrenze ein Schwesterwerkzeug eingesetzt werden, bevor Elektroden durch verschlissene Werkzeuge zerstört wurden.
On the road again
Nachdem die Herstellung der Elektroden letztendlich problemlos durchgeführt werden konnte, tauchte am Ende des Weges noch eine Frage auf: Kann man solche Werkstücke überhaupt noch verschicken? Ein Test mit einem Einstellstück ergab eine klare Antwort: Nein. Bei einem Paketversand kämen trotz sorgfältiger Verpackung nur noch Graphitbröckchen an.
Alles kein Problem für Lambertz, war er doch selbst schon neugierig diese Mini-Elektroden vor sich zu sehen. Und so setzte er sich selbst in sein Auto, um die zerbrechlichen Elektroden behutsam wie rohe Eier von Peißenberg nach Schorndorf zu transportieren, wo diese auch schon sehnsüchtig erwartet und sofort auf der Compact1 micro eingesetzt wurden. So zeigt sich, dass man im modernen Werkzeugbau, wie auch in der Formel 1 nur durch ein optimal zusammenspielendes Team erfolgreich sein kann.
PRIMACON Maschinenbau GmbH
Wörther Kirchstraße 10
82380 Peißenberg
Tel.: +49 [0] 8803 6321-0
Fax: +49 [0] 8803 6321-13
E-mail:
Web: www.primacon.de
PRIMACON Maschinenbau GmbH
Wöther Kirchstraße 10
82380 Peißenberg










 möglich")